What Is EDM Machining? How It Works and When You Need It
Justin Brown
April 2nd, 2026
Most machining processes work by removing material through physical force. A spinning tool cuts, grinds, or drills. Electrical discharge machining (EDM) works without touching the part at all. It uses precisely controlled electrical sparks to erode material with a level of accuracy that conventional tools cannot match.
This guide explains what EDM machining is, how the process works, and when it’s the right call for your next manufacturing project. We’ll cover the two main types of EDM — sinker and wire — how the process compares to CNC machining, which applications it’s built for, and what to look for when choosing an EDM machining service.
Some parts simply cannot be made the conventional way. When a component is too hard for a standard cutting tool, too intricate for a mill, or too detailed for any method that relies on physical contact — that’s exactly where EDM earns its place on the shop floor.
What Is EDM Machining?
EDM machining, or Electrical Discharge Machining, is a non-contact manufacturing process that uses controlled electrical sparks to remove material from a workpiece. Because no cutting tool touches the part, EDM can machine extremely hard metals and produce intricate shapes that conventional methods cannot.
The two main types are:
Sinker EDM — a shaped electrode erodes the workpiece to form a cavity; ideal for molds, dies, and blind pockets
Wire EDM — a thin wire electrode cuts through material with high precision; used for profiles, slots, and tight-tolerance through-cuts
EDM is widely used in toolmaking, aerospace, medical device manufacturing, and plastic injection mold production.
The Basics of EDM Machining — How Electrical Sparks Replace Cutting Tools
Traditional machining puts a cutting tool in direct contact with your part. EDM does not. That distinction — non-contact machining — changes everything about what’s possible.
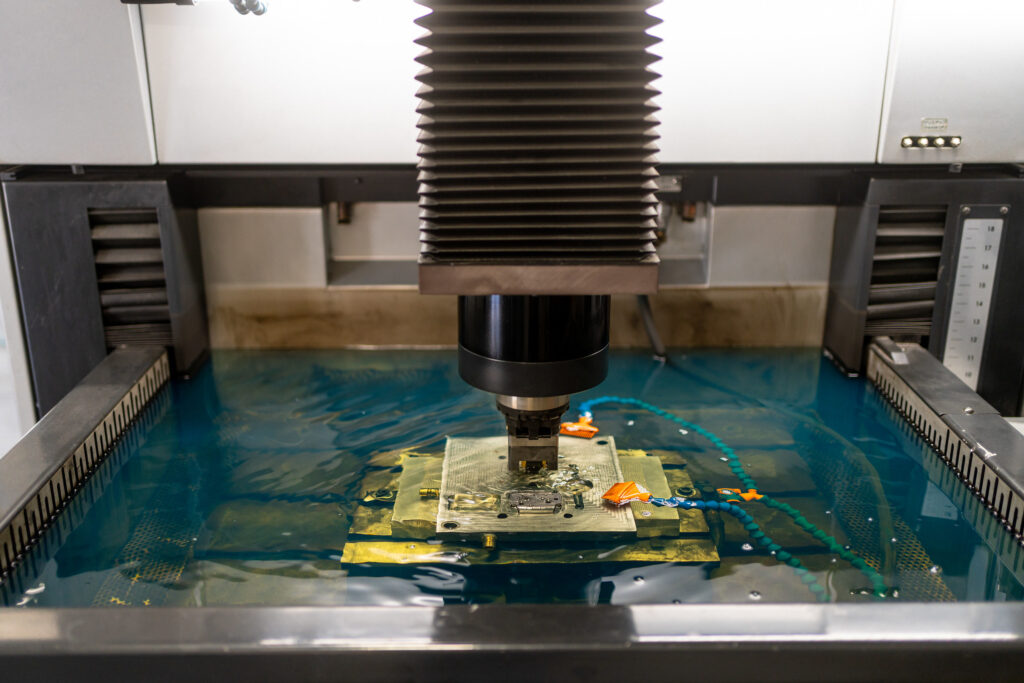
Instead of a spinning mill or drill, EDM uses a precisely controlled electrical discharge. A spark jumps between an electrode and your workpiece across a small gap. Each spark removes a tiny amount of material. Thousands of sparks per second add up to a highly accurate, controlled erosion of the part.
What dielectric fluid does — and why it matters
The workpiece and electrode are submerged in dielectric fluid during the process. This fluid does three things: it controls the spark gap, cools the work zone, and flushes away the eroded material particles. Without it, the process cannot hold the precision EDM is known for.
Materials EDM handles that conventional tooling cannot
This is where EDM separates itself. Standard cutting tools struggle — or fail entirely — on materials like:
Hardened tool steel
Carbide
Titanium
Inconel and other exotic alloys
EDM removes material through electrical erosion, not mechanical force. Hardness is not a barrier. If a material conducts electricity, EDM can machine it — regardless of how hard it is.
Tolerances you can expect
Wire EDM routinely holds tolerances as tight as ±0.0001 inches on precision components. Sinker EDM typically holds ±0.0002 inches — still far beyond what conventional cutting can deliver on hardened materials. Both figures represent a level of accuracy that standard tooling simply cannot match on hard or complex parts.
At Freeform Polymers, the materials we most commonly run through our EDM equipment include hardened tool steels and specialty alloys used in injection mold tooling — the same parts where conventional machining reaches its limit.
Now that you understand the fundamentals, the next question is which type of EDM your part actually needs.
Sinker EDM vs. Wire EDM — Which Type Do You Need?
EDM is not a single process. There are two distinct types, and the geometry of your part determines which one fits.
Sinker EDM
Sinker EDM uses a shaped electrode — typically machined from graphite or copper — that is pressed toward the workpiece. The electrode never makes contact. Instead, sparks erode the workpiece into the shape of the electrode. The result is a precise cavity, pocket, or impression in the part.
Sinker EDM is the right choice for:
Injection mold cavities and cores
Die casting tooling
Blind pockets and recessed features
Complex 3D cavity shapes that a wire cannot produce
Wire EDM
Wire EDM uses a thin, continuously fed wire — typically brass — as the electrode. The wire passes through the workpiece like a saw, cutting a precise path determined by CNC programming. The wire never dulls because fresh wire feeds continuously through the cut.
Wire EDM is the right choice for:
Through-cuts and profiles
Tight-tolerance slots and contours
Punch and die sets
Parts requiring extremely fine surface finishes on cut edges
Side-by-side comparison
Sinker EDM
Wire EDM
Electrode
Shaped graphite or copper
Continuous brass wire
Best geometry
Cavities, blind pockets, 3D impressions
Profiles, through-cuts, contours
Typical tolerance
±0.0002″
±0.0001″
Surface finish
Very good
Excellent
Best materials
Hardened steels, carbide, exotic alloys
Same — any conductive material
When a project needs both
Some complex mold projects require sinker and wire EDM in sequence. A mold core may need a formed cavity cut by sinker EDM, followed by precise profile cuts on the exterior made by wire EDM. Both processes working together produce a finished tool that neither could achieve alone.
At Freeform Polymers, when a client brings in a mold that needs both a formed pocket and a precise profile cut, we sequence sinker and wire work in-house — no outsourcing, no delays waiting on a second shop.
Once you know which type fits your part, it helps to understand exactly what happens at each stage of the process.
The EDM Machining Process — From Setup to Finished Part
Knowing what happens at each stage helps you ask better questions and set realistic expectations before your project starts. Here is how a part moves through our EDM process from start to finish.
Stage 1 — Preparation
Good EDM results start before the first spark fires. This stage includes:
Workpiece fixturing — the part is secured so it holds position with zero movement throughout the cycle
Electrode design and selection — for sinker EDM, the electrode is designed and machined to match the required cavity geometry
Dielectric fluid setup — the tank is filled, flow rates are set, and fluid condition is verified
Machine calibration — spark gap, feed rate, and power settings are dialed in for the specific material and geometry
Skipping or rushing preparation is where most EDM errors originate. We do not move to machining until setup is confirmed.
Stage 2 — Machining
Once the machine runs, three things are actively managed throughout the cycle:
Spark gap control — the distance between electrode and workpiece is held within a precise range; too close causes short circuits, too far breaks the erosion process
Feed rate — the electrode or wire advances at a rate matched to the material removal speed
Flushing — dielectric fluid continuously flushes eroded particles out of the cut zone; poor flushing contaminates the gap and degrades accuracy
EDM cycles run slower than CNC machining. That is not a flaw — it is the nature of spark erosion on hard materials. For parts where hardness or geometry make CNC impossible, EDM’s cycle time is the only path to a finished part.
Stage 3 — Quality Assurance
Every part goes through inspection before it ships. Our QA step includes:
Dimensional checks against the original design file
Surface finish verification using profilometry
Visual inspection for any anomalies in the eroded surface
Documentation of results for customer records
At Freeform Polymers, our QA step is where we catch the issues most shops miss. We check dimensions, surface finish, and edge condition on every part — not as a final formality, but as a real gate before anything leaves our floor.
Post-machining operations
Depending on the part, EDM is followed by deburring, surface treatment, or finishing steps. We coordinate those in-house so your part arrives complete — not as a work-in-progress that needs additional vendors.
Understanding the process helps — but knowing whether EDM is even the right call for your project is what matters most.
When EDM Machining Is the Right Choice — Applications and Use Cases
EDM is not the right process for every part. But for the right part, it is often the only process that works. Here is where EDM delivers results that conventional machining cannot.
Injection mold and die manufacturing
This is EDM’s most common industrial application — and it is a direct part of what we do at Freeform Polymers. Mold cavities require precise geometry in hardened tool steel. That combination makes EDM the standard process for mold production. Sinker EDM forms the cavity. Wire EDM cuts the profiles. The finished tool goes directly into our injection molding operation.
As a full-service contract manufacturer, we take projects from mold build through injection molding production without handing off to another facility. If you need a mold built and parts produced under one roof, that is exactly what we offer.
Aerospace components
Aerospace parts are often made from exotic alloys — Inconel, titanium, hardened stainless — that defeat standard cutting tools. These materials also carry tight tolerances that leave no room for tool deflection or workpiece distortion. EDM’s non-contact process eliminates both problems. The part holds its geometry, and the material’s hardness is irrelevant to the process.
Medical device manufacturing
Medical components often require burr-free surfaces, micro-scale features, and biocompatible materials machined without contamination. EDM produces clean, burr-free edges by nature of the erosion process. No cutting forces means no built-up edge, no burr formation, and no surface stress that could affect part performance in a clinical setting.
Prototype tooling and custom one-off components
EDM is well suited to low-volume and one-off work. When a prototype mold or a single custom component needs to be right the first time — in a hard material, with complex geometry — EDM delivers without the compromises that come from forcing a conventional process to do work it was not designed for.
EDM vs. CNC machining — how to decide
EDM
CNC Machining
Material hardness
No limit — works on any conductive material
Practical limit around 45–50 HRC
Geometry complexity
Blind pockets, fine details, complex cavities
Open geometry, simpler profiles
Surface finish
Excellent on eroded surfaces
Excellent on cut surfaces
Cycle time
Slower
Faster
Best use
Hard materials, complex geometry, tight tolerance
Softer materials, higher volume, simpler shapes
Choose EDM when hardness, geometry, or tolerance requirements push past what CNC can reliably deliver. Choose CNC when the material is machinable, the geometry is open, and speed matters.
The scenario where EDM is the only option
When a steel component is hardened after rough machining — a common sequence in tool and die work — conventional cutting tools reach their limit fast. Above 45–50 HRC, CNC tooling wears rapidly, tolerances open up, and costs climb. EDM is not affected by hardness. It removes material through electrical erosion, so a part at 58–65 HRC machines the same way a softer part does. That is exactly the scenario EDM was built for.
Now that you have confirmed EDM fits your project, the final step is finding the right shop to execute it.
What to Look for in an EDM Machining Service Provider
Choosing an EDM shop is not just about who has the equipment. It is about who has the experience, the process discipline, and the integrated capabilities to deliver your part correctly — on time, every time. Here is what to evaluate before you commit.
In-house sinker AND wire EDM capability
Some shops run one type and outsource the other. That creates handoff risk, longer lead times, and a gap in accountability when something goes wrong. Look for a shop that runs both sinker and wire EDM under one roof. When both types are available in-house, your project stays on one schedule and one team owns the outcome.
Equipment quality and maintenance standards
EDM tolerances are unforgiving. A machine that is not regularly calibrated and maintained will drift — and that drift shows up in your part. Ask how often machines are serviced and whether the shop tracks calibration records. A serious EDM operation treats machine condition as a quality variable, not a maintenance afterthought.
Experience with your specific material and geometry
EDM on hardened tool steel runs differently than EDM on titanium or carbide. A shop that has run your material type before will set parameters correctly the first time. Ask for examples of similar work. If they cannot point to relevant experience, that is important information before you place an order.
DFM consultation before you commit
Design for Manufacturability review — DFM — is where a good shop earns its value before machining starts. If the shop reviews your design and identifies features that will drive up cycle time, create inspection problems, or require process changes, you save money and time before a single spark fires. A shop that skips this step is not a partner — it is just a vendor.
Integrated capabilities under one roof
EDM rarely exists in isolation. Mold work requires CNC machining, finishing, and assembly. Medical and aerospace parts often need post-machining surface treatment. A shop that handles EDM, CNC milling, mold making, and finishing in-house removes the coordination burden from you. Parts move through the process without leaving the building — and without the risk that comes from managing multiple vendors on a single project.
At Freeform Polymers, our EDM machining services are part of a complete machine shop and plastic injection molding operation in North Logan, UT. We run sinker and wire EDM, CNC machining, mold making, and contract manufacturing under one roof. If your part needs EDM and you also need molded components, we can take the project from tooling through production without a handoff to another facility.
Turnaround transparency
Prototype lead times and production lead times are not the same. A shop that gives you a single answer without asking about your volume, material, and complexity is guessing. Ask for a realistic range based on your specific project. A shop with process discipline can give you an honest answer. One that cannot be a risk to your schedule.
Evaluation checklist
Use this before you choose an EDM machining partner:
[ ] Runs both sinker and wire EDM in-house
[ ] Maintains and calibrates equipment on a documented schedule
[ ] Has direct experience with your material type
[ ] Offers DFM review before machining begins
[ ] Provides integrated CNC, finishing, or mold making if your project needs it
[ ] Gives realistic, project-specific lead time estimates
[ ] Has quality documentation — inspection records, certifications, process controls
You can find Freeform Polymers on Google to review our machine shop services, or see our location at 2350 Main St #2, North Logan, UT 84341, and contact our team directly. We usually respond within one to three business days.
Most machining processes work by removing material through physical force. A spinning tool cuts, grinds, or drills. Electrical discharge machining (EDM) works without touching the part at all. It uses…
You’ve got a CAD file, a material spec, and a deadline. Someone on your team says “let’s CNC mill it” — but what does that actually mean for your part?…
Managing a plastic parts project means keeping a lot of moving pieces in order. Who designs the mold? Who sources the resin? Who runs production? Who handles assembly and ships…
You have a plastic part to produce. You pull up two options: injection molding and 3D printing. Both look like they could work. So how do you know which one…
You’ve finalized your part design. Your production numbers are climbing. Now comes the real question: is your current plastic molding process actually built for the volume you need? For manufacturers…
Need 50 plastic parts — not 50,000? Many manufacturers will turn you away. That’s exactly where short-run injection molding fills the gap. Standard injection molding is built for high-volume runs.…
Most people outside of manufacturing don’t know what a plastic injection molding machine is actually called. If you’ve talked to a supplier and felt lost in the terminology, that’s common.…
You have a plastic part design ready. A manufacturer tells you it needs to be injection molded. Then they start talking about cavities, cores, and ejector systems — and you’re…