What Are the Advantages of Pad Printing on Plastic Parts?
A curved enclosure or textured housing can be hard to print on cleanly. This is exactly the kind of job pad printing was built for. Every day, we help customers…

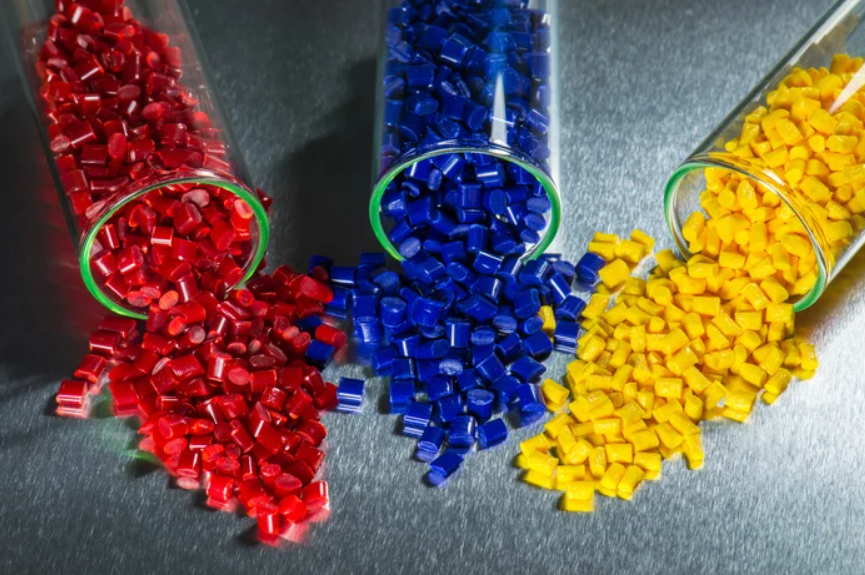
Before hot plastic fills a mold, it starts small and simple. It begins as tiny pellets, about the size of rice. So what are those pellets made of? And what else gets added before your part takes shape?
This guide breaks down the raw materials for plastic injection molding in plain terms. You’ll know exactly what goes into your part. No jargon, just clear answers. This helps whether you’re designing a new product or just curious about the process.
Every molded part starts with a base plastic. But that base plastic is rarely the whole story. Other ingredients often get mixed in first. These change how the part looks, feels, and holds up over time.
We’ll cover the base plastics, called resins. We’ll look at the helpers mixed in, like colorants, fillers, and additives. We’ll explain the forms raw material comes in. And we’ll show how we pick the right blend for your project.
The main raw material for plastic injection molding is thermoplastic resin, which comes as small pellets. These base plastics melt when heated and harden when cooled. Common ones include polypropylene (PP), ABS, nylon (PA), and polycarbonate (PC).
Molders often mix in extra ingredients before molding:
The final raw material is a blend chosen to match your part’s strength, look, and use.
In injection molding, the raw material is what feeds the machine. It’s the plastic before it becomes your finished part. Think of it as the starting ingredient, not the meal.
This raw material is solid, not liquid. It arrives as small plastic pellets. The machine heats those pellets until they flow. Then the melted plastic fills a mold and cools into shape.
There’s a difference between the polymer and the finished plastic. The polymer is the raw base material. The finished plastic is your molded part, done and cooled. Same material, two very different stages.
The raw form matters more than you might think. Clean, dry, well-stored pellets lead to strong parts. Damp or dirty material can cause defects. That’s why we receive our resin in sealed containers and store it in a controlled space.

Most injection molding starts with a thermoplastic resin. Thermoplastic means the material melts when heated and hardens when cooled. You can melt and reshape it again and again.
A few base plastics show up most often:
Each one behaves a little differently once molded.
There’s also a second family called thermosets, which harden permanently and can’t be remelted. Most everyday molding uses thermoplastics, so that’s our focus here.
Raw plastic doesn’t arrive as one solid block. It comes in a few forms, each suited to different needs.
Pellets are the standard for most jobs. They feed smoothly and melt evenly. Powder shows up less often and fits select methods.
Regrind lets us reuse clean plastic scrap. Blending some back into fresh pellets can cut waste. We control how much regrind goes in to protect part quality.
One step matters before molding: drying. Many pellets pull moisture from the air. Wet pellets can cause common molding defects like streaks or weak spots. So we dry the material first to keep your parts clean.
The form also affects how the machine feeds. Consistent pellets mean a steady, even flow. That steady feed helps every shot come out the same.
Base plastic alone is rarely the whole story. Molders mix in extra ingredients before molding. These change the color, strength, or behavior of your part.
Color usually comes from masterbatch. Masterbatch is a concentrated colorant blended into the clear or natural resin. A small amount tints the whole batch. This gives you a consistent color across every part.
Fillers add strength or stiffness. Glass fiber is a common one for tougher parts. Talc is another, used to add rigidity or cut cost. The right filler depends on how hard your part must work.
Additives handle special jobs. Some make plastic more flexible. Others protect against sun damage or slow down flames.
Here’s a quick look at what each one does:
| Additive type | What it does | Example |
| Colorant | Adds color to the part | Masterbatch |
| Filler | Adds strength or stiffness | Glass fiber, talc |
| UV stabilizer | Protects against sun damage | UV additive package |
| Flame retardant | Slows burning | FR additive |
| Flexibilizer | Adds flexibility or toughness | Impact modifier |
One request we see often is added glass fiber for strength. It’s a simple change that makes a big difference in stiffness. But it can also affect surface finish, so we plan for it early.
A blend is not the same as pure plastic. The final mix is built to fit your part’s job. See our custom plastic injection molding service to learn how we handle it.

So how do we pick the right blend for your part? It starts with how the part will be used. Strength, heat, flexibility, and food safety all shape the choice.
A few questions guide the decision. Will the part carry weight or take impact? Will it sit in the sun or near heat? Does it need to be food-safe or clear? Each answer points toward a different material.
Cost and performance work together. A stronger resin often costs more per pound. Sometimes a filler gets you the strength you need for less. We help you weigh the trade-offs.
Volume matters too. A small run and a large run can call for different choices. The right material for one job may not fit the other.
Getting a molder’s input early saves time and money. We can flag issues before a mold is cut. That’s much cheaper than fixing them later.
Here’s what to tell us about your part:
Good parts start with good material handling. At Freeform Polymers, we treat raw material with care from day one. As a molder here in Logan, that care shows up in every part we ship.
We handle local sourcing and keep inventory close to home. Local stock means we can move quickly on your job. It also helps us keep the right materials on hand.
Quality control begins at intake. We check incoming resin before it ever reaches a machine. Our ISO 9001:2015 certification guides how we inspect and track each batch. That means consistent material and consistent parts.
We store pellets in controlled conditions and dry them as needed. This protects the material from moisture and contamination. Clean, dry resin leads to strong, clean parts for you.
Our Cache Valley facility keeps this whole process under one roof. From intake to molding, we watch the material every step. You get a partner who is local, reliable, and easy to reach.
Ready to start your project? Contact us and request a quote or call us at (435) 774-9090. You’re also welcome to visit our Logan facility in person.